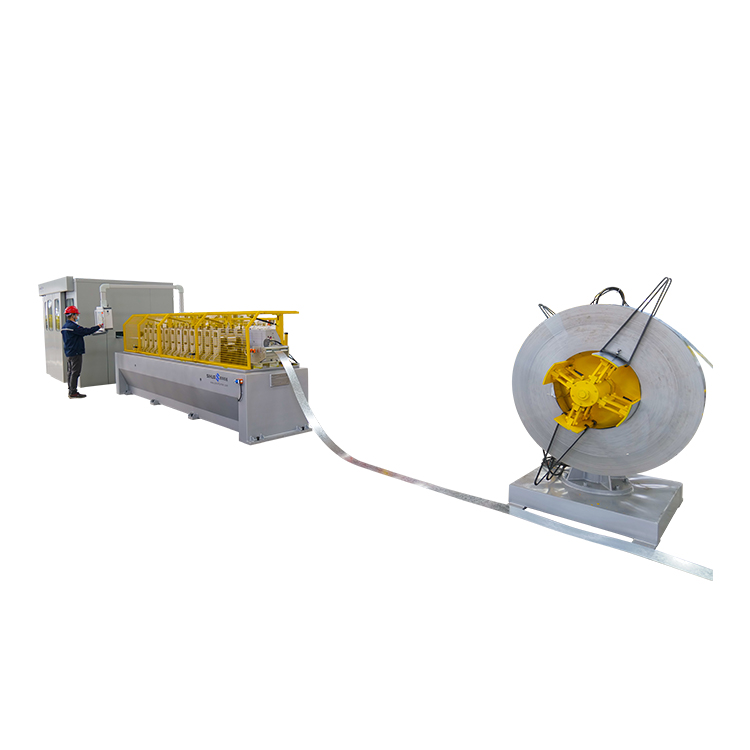
Верстат для різання 0,4-1,3 мм шириною 1300 мм
| Параметри сировини для сталевих рулонів | |
| (1) Застосовуваний матеріал | оцинкована котушка |
| (2) товщина різання | 0,4 мм~1,3 мм |
| (3) Ширина пластини | 300 мм~1250 мм |
| (4) Внутрішній діаметр сталевого рулону | Φ508 мм |
| (5) Зовнішній діаметр сталевого рулону | Φ1600 мм |
| (6) Вага котушки | 15 тонн |
| Параметри готового продукту | |
| (1) Допуск ширини | ± 0,05 мм |
| (2) Довжина Бурурра | 0,03 мм |
| (3) Кількість розрізаних смуг | Пластина товщиною 1 мм, 25 смуг |
| (4) Вертикальна прямолінійність зсуву | 1 мм / 2000 мм |
| (5) Діаметр повного кола котушки | Φ508 мм |
| (6) Зовнішній діаметр розмотувача | Φ1600 мм |
| (三) Інші параметри обладнання | |
| (1) Швидкість агрегату | 0~120 м/хв |
| (2) Площа підлоги (приблизно) | в межах 17 м |
| (3) Блок живлення | 380 В / 50 Гц трифазний та п'ятипровідний |
| (4) Встановлена потужність | близько 160 кВт |
| (5) Привідний двигун | машина з відкритим зварювальним механізмом AC11 кВт звичайний двигун машини AC75 кВт звичайний двигун машини AC90 кВт Гідравлічний двигун станції AC7.5KW |
| (6) Напрямок одиниці | обличчям до консолі керування зліва направо (машина з рухом вперед) |
| (7) Оператор виробництва | 1 технічний працівник та 2 робітники загального призначення |
| (8) Колір пристрою | синій |
1. Котушка автомобіля
2. Гідравлічний розмотувач
3. Гідравлічна допоміжна опора I
4. Міст живого переходу I
5. Бічна напрямна та машина для різання
6. підмотувач металобрухту (з обох боків)
7. Міст живого переходу II
8. сепаратор і стіл натягу
9. Гідравлічний відкатник
10. Гідравлічна допоміжна опора II
11. Вихідна котушка для намотувача 1
2. Гідравлічна система
13. Електрична система керування

1 автомобіль з котушками (1 комплект)
(1) Основна конструкція: сталева плита, ходове колесо, чотири напрямні колони, трансмісійний вал тощо.
(2) Вантажопідйомність 15 тонн, гідравлічний привід, швидкість ходьби 6 метрів за хвилину.
(3) Тиск оливи: висота підйому 600 мм, циліндр тиску оливи: FA- Φ125 мм (1 гілка).
технічний параметр
| форма | Важка сталева рама, система керування тиском оливи та двигуном |
| кількість | A |
| Поверхня типу V | Зварювання нейлонової пластини + сталевої пластини |
| підшипник | 15 Т |
| Поїздка на ліфті | 600 мм |
| Потужність автомобіля під час ходьби | двигун |
| Швидкість ходьби автомобіля | 6 м/хв |
Конструкція та використання: використовується для подачі відкритого кодера, транспортування сталевих рулонів зі столу зберігання на котушку відкритого кодера, переміщення візка контролюється двигуном тиску оливи, а підйом - для керування гідравлічним циліндром.
Підйомний механізм: гідравлічний циліндр та розсувна чотиринапрямна колонна конструкція, підйомна сила забезпечується циліндром, циліндр штовхає V-подібний стіл з підшипниками для реалізації функції верхньої та нижньої сталевої котушки.
Механізм ходьби: двигун тиску оливи та конструкція паралельної напрямної рейки, сила ходьби забезпечується двигуном тиску оливи, що дозволяє вагону рухатися горизонтально вздовж осьової осі відкритого кодера. Обидва кінці рейки обмежені блоком, щоб запобігти сходу вагона з рейок.
2. Гідравлічний розмотувач (1 комплект)
технічний параметр
| форма | Зварена сталева рама, гідравлічний розширювальний дорн | |
| кількість | A | |
| підшипник | 15 Т | |
| Внутрішній діаметр сталевої котушки | Φ508 мм; | |
| Зовнішній діаметр сталевої котушки | МАКС.: Φ1800 мм | |
| Структура відкритої дугової пластини котушки | ||
| Діапазон підйому та усадки дугової пластини | Φ460 мм-Φ520 мм | |
| Дугова пластина | 45 # лита сталь (хромоване покриття) | |
| Гальмо відкритого валу | 2 комплекти дискових гальм | |
| Метод розряду | Проявіть ініціативу щодо годування | |
| Потужність відкритого рулону | Двигун потужністю 11 кВт | |
Пристрій для видалення рулону з відкриттям та закриттям рулону за допомогою тиску рулону
А, функція:
Підшипник сталевої котушки, затягніть внутрішній діаметр котушки, розкрийте котушку або витягніть котушку.
Підтримка рулонної пластини та забезпечення натягу сталевої смуги, що складається з рами, головного вала, розширювального прокатного барабана, розмотувального дробильного пристрою, допоміжної опори, гальмівного пристрою та силової частини.
B, структура
a) Основна рама: виготовлена зі сталі типу A3, сталевого листа № 45, два підшипникових підшипники просвердлені одночасно, щоб забезпечити концентричність встановлення шпинделя та відсутність радіального биття.
b) Головний вал: складається з круглого отвору зі сталі 40 Cr діаметром 85 мм, наскрізного отвору, налаштованого на якість та доопрацьованого автомобіля, діаметр роликового вала 190 мм, вага підшипника 15 тонн.
c) Підйомно-стисковий барабан: використовувати розширювальний барабан ковзного типу з тягово-штовхальним механізмом; чотиридугова плита (сталь № 45), пара повзунів з лінійним різанням, діаметр розширення: Ф470-520 мм; ефективна робоча довжина барабана становить 1300 мм, інтегрована оправка забезпечує концентричність збільшення та зменшення барабана, барабан піднімається до діаметра 508 мм на круглому токарному верстаті, поверхня гальванічного покриття твердим хромом.
d) Розгортальний прес-пристрій: складається з пресувального ролика, опорного важеля та масляного циліндра; пресувальний ролик змащується поліуретановим мастилом, і головка матеріалу не розхитується, а опорний важіль піднімається гідравлічним циліндром.
e) Гальмівний пристрій: за допомогою пневматичного дискового гальмівного вузла можна регулювати силу гальмування, паркуючи, коли гальмо натягнуте, щоб забезпечити, щоб стан очікування та завантаження не котилися вільно, щоб не подряпати поверхню пластини під час вільного котування. Синхронізація керування з подачею відкритого валку.
f) Сила тиску оливи: штовхання та витягування оправки: специфікація моделі циліндра тиску оливи: Ф 150-150 мм, з використанням режиму подачі оливи з обертовим шарніром (нафтове родовище Тайваню); гідравлічний циліндр підйому преса Ф 80-220 мм.
g) Електрична потужність: машина з відкритою обмоткою використовує двигун змінного струму потужністю 11 кВт із закритим редуктором (1 комплект)
3. Гідравлічна допоміжна опора (1 одиниця)
(1) Застосування: Підтримка консольного кінця рулону для збільшення його жорсткості.
(2) Допоміжна опора являє собою механізм з ліктьовою штангою, який піднімається або опускається за допомогою поворотного важеля гідравлічного циліндра.
(3) Під час розгортання рулону поворотний важіль піднімається, щоб утримувати консольний кінець намотувального верстата, а під час згортання рулону поворотний важіль опускається.
4. Живий перехідний міст (1 одиниця)
(1) Основна конструкція: рама зварена зі сталевої пластини.
(2) Тиск оливи: верхній та нижній: циліндр тиску оливи: CA- Φ 80 мм (1).
технічний параметр:
| форма | Рама та перехідний кронштейн виготовлені зі сталевих пластин, що зварюються, а перехідний рулон — це клейкий рулон. |
| кількість | A |
| Жива гільза (довжина та глибина) | 3000 мм × 3500 мм |
| Спосіб підняти комплект столів | Гідравлічний циліндр підтримує підйомник |
Конструкція та використання: використовується для керування синхронізацією та буферизацією швидкості сталевої стрічки між знімачем та подавальною машиною. Стіл виготовлений з нейлонової дошки, щоб поверхня пластини не подряпалася. Розташування трьох пар сталевих ременів з електроприводом у колодязі живої гільзи дозволяє забезпечити достатнє зберігання в колодязі.
5. Бічна напрямна та машина для різання (1 комплект)
Технічні параметри позиціонування бічної напрямної
| форма | Основа для зварювання сталевих листів, підставка рулону та рама |
| кількість | A |
| Ширина поперечної дошки | 200-1250 мм |
| Регулювання ширини | Регулювання за допомогою маховика |
| Рулонний матеріал | Сталь GCr15 |
| ніпрол | Φ120 мм × 1300 мм |
Конструкція та використання: для орієнтації ширини пластини, щоб запобігти відхиленню сталевого листа. Вертикальні ролики розташовані з обох боків напрямку ширини пластини, закріплені на відповідних ковзних гніздах, а ковзне гніздо регулюється на напрямній рейці вздовж напрямку ширини пластини для розміщення пластин різної ширини. Вертикальний ролик загартований, а поверхня ролика хромована для підвищення твердості поверхні та запобігання механічному зносу.
Технічні параметри машини
| форма | Зварювальна основа зі сталевих листів, коробка передач, арка та рама |
| кількість | Набір |
| Розділіть швидкість | 120 м/хв |
| Діаметр вала | Φ180 мм × 1300 мм |
| якість матеріалу | 42CrMo |
| Розмір прольоту (вказано без урахування цього) | Φ300 мм Φ180 мм 10 мм (товщина зовнішнього діаметра/внутрішнього діаметра) |
| Потужність головного двигуна | Двигун змінного струму 75 кВт |
| Мобільний арочний двигун | Встановлюється зовні стійки, не впливаючи на ніж |
Конструкція та використання: машина являє собою пристрій, який виконує поздовжнє вертикальне різання на різну ширину. Ширину готового виробу можна гнучко змінювати, замінюючи композитну втулку. Вал ножа регулюється нижнім та верхнім валами для синхронного регулювання відстані між валами ножа, що дозволяє точно контролювати зазор між верхнім та нижнім валами. Верхній та нижній вали кріпляться гайками в осьовому напрямку, а кінець вала верхнього та нижнього лез. Для заміни леза використовується бічна рама (привід двигуна).
(1) Основна конструкція: сталева плита, ливарне сидіння, синхронна коробка передач, універсальний привід, електричний гвинтовий підйомний пристрій.
(2) Матеріал вала інструменту: 40 Cr, діаметр вала ножа: Φ180 мм 1300 мм, середньочастотна обробка після грубої обробки, шліфування, тверде хромування, 20 мм з канавкою для шпонок.
(3) Фіксатор вала ножа: гайка блокує інструмент.
(4) Регулювання прес-пластини групи кронштейнів, регулювання підйому вгору та вниз, фіксована деревина.
(5) Рух сидіння інструменту: електричний вхід та вихід, підйом вала ножа, електрична синхронізація.
(6) Потужність зсуву: звичайний двигун потужністю 75 кВт з перетворювачем частоти.
6. Намотувач металобрухту (з обох боків)
одне з'єднання; незалежне керування напругою перетворення частоти
технічний параметр:
| форма | Стелаж для зварних сталевих пластин |
| структура | Ліва та права незалежна конструкція подачі, з'єднана; склад мотовила, пресового валу та трансмісії. Контролюється масляним циліндром для легкого розвантаження. |
| кількість | Два; один ліворуч і один праворуч |
| Отримати ширину краю обрізку | І 2-10 мм / одна сторона |
| швидкість намотування | 0-120 м/хв |
| Переверніть вагу | МАКС: 300 кг |
| Потужність головного двигуна | Кондиціонер 3 кВт (два) |
| дихання | Механічне розширення |
Конструкція та використання: машина для бокового намотування матеріалу - це пристрій для намотування стрічки з двох боків. Привідний двигун з іншим циліндром для розвантаження оливи, стабільний та довговічний.
7. Живий перехідний міст II (1 одиниця)
(1) Основна конструкція: рама зварена зі сталевої пластини.
(2) Тиск оливи: верхній та нижній: циліндр тиску оливи: CA- Φ 80 мм (1).
технічний параметр:
| форма | Рама та перехідний кронштейн виготовлені зі сталевих пластин, що зварюються, а перехідний ролик — з гумового ролика. |
| кількість | A |
| Жива гільза (довжина та глибина) | 3000 мм × 5000 мм |
| Спосіб підняти комплект столів | Гідравлічний циліндр підтримує підйомник |
| Кравецька прес-пластина | Запобігайте падінню плити в яму та пошкодженню матеріалу |
Конструкція та використання: використовується для керування синхронізацією та буферизацією швидкості сталевої стрічки між відтяжкою та знімачем. Стіл виготовлений з нейлонової дошки, щоб поверхня пластини не подряпалася.
8. Сепаратор і стіл натягу
(1) Основна конструкція: сталева плита, розділювальний ролик, поліуретанова гума тощо.
(2) Натяжна подушка: зверху розстелена вовняним фетром.
(3) Ролик Rebelt: ПУ гума, Φ350 мм.
(4) Сила тиску оливи: підйом натяжної подушки: циліндр тиску оливи: FA- Φ 80 мм (2 шт.).
технічний параметр:
| форма | Основа та рама для зварювання сталевих листів |
| кількість | Набір |
| Розмір сектора | Φ80×Φ180*3 |
| Розмір окремого набору | Φ80×Φ110×& |
| Середній притискний ролик | Вертикальний підйом |
Конструкція та використання: поздовжнє зсувне розділення смуг, щоб запобігти натягу машини під час штабелювання, легко збирати. Є два комплекти розділювальних дисків. Вал розділювального диска можна зняти з робочої сторони для зручної заміни та очищення.
| форма | Зварювальна основа зі сталевих листів, рама, склад гальмівної системи |
| кількість | A |
| Тип натискної пластини | Пластина приводиться в рух циліндром для досягнення ідеального натягу стиснення |
Функція: Розташування сталевої смуги та рівномірний натяг кожної сталевої смуги для повторного прокату, а отриманий натяг визначає щільність перемотування. Рівномірний натяг може зробити намотування акуратним; він в основному складається з основної рами, передньої роздільної рами, пресувального верстата, задньої роздільної рами, натяжної платформи та напрямного ролика.
Б, структура:
● Основна конструкція рами: виготовлена з профілю, зварювання сталевих пластин, обробка базової поверхні після відпалу.
● Передня розділювальна рама: використовується незалежна рама напрямного типу, рама з'єднана через дві поверхні, а сепаратор встановлений на перегородковому валу для корпусу та гільзи, що дуже зручно; передня розділювальна рама може рухатися вгору та вниз відносно основної рами та зупинятися на будь-якій висоті.
● Натяжна платформа: вона складається з арки бічної плити, верхньої рами порталу, нижньої плити накладки, верхньої плити накладки та масляного циліндра. Вовняний фетр можна закріпити на верхній та нижній плитах накладки. Ремінь плити проходить між верхньою та нижньою плитами накладки, і притискна плита накладки створює натяг. Верхня плита накладки синхронно приводиться в рух двома масляними циліндрами.
● Направляючий ролик, пластинчастий пристрій
Направляючий ролик: з опорою підшипника, безшовна сталева труба, обмотана поліуретановою гумою, обробка динамічного балансування, функція полягає в тому, щоб спрямувати пластинчастий ремінь у намотувальний пристрій.
Пристрій для намотування плити: складається з рейки та приводної системи. Пристрій для намотування плити має гідравлічний привід, його функція полягає в тому, щоб направляти головку плити до намотувального верстата.
9 Гідравлічний намотувач
(1) Основна конструкція: барабан має безшовну структуру; сталева плита, розділювальний ролик, головний вал, чотиридугова плита (зигзаг), ковзний блок, бічна плита, підшипник, сідло підшипника, штовхально-тяговий циліндр, коробка передач, гідравлічний штовхальний пристрій, парове гальмо тощо.
(2) Розширення та стиснення котушки: Φ480 мм ~ Φ508 мм, з щелепним пристроєм, циліндр тиску оливи: FA- Φ150 мм (1 гілка).
(3) Електрична потужність: звичайний двигун потужністю 90 кВт оснащений перетворювачем частоти.
Технічні параметри намотувача
| форма | Зварена сталева рама, одноважільна гідравлічна розширювальна оправка та конструкція коробки передач |
| кількість | A |
| підшипник | 15 Т |
| Внутрішній діаметр сталевої котушки | Φ508 мм |
| Матеріал шпинделя | 42 Cr Mo |
| Дугова пластина клапана котушки | Сталь 45# після якісної обробки, поверхня покрита твердим хромом |
| Конденсований затискач | Привід масляного циліндра вгору та вниз |
| Зовнішній діаметр сталевої котушки | МАКС.: Φ1800 мм |
| Дошка з матеріалом для натискання | Штовхання масляного циліндра |
| гальмівний вузол | Дискове гальмо типу гальма |
| Потужність головного двигуна | Двигун змінного струму 90 кВт |
Конструкція та використання: Це обладнання використовується для перемотування смуги після поздовжнього зсуву. Воно складається з рами, барабана, системи передачі, системи підйому та усадки, гальмівної системи, системи змащення, гідравлічної системи тощо.
Система передачі: шпиндель приводиться в рух двигуном. Система збільшення та стиснення: натяг забезпечується масляним циліндром підйому та стиснення, щоб ковзне сідло на головному валу створювало ковзання з переміщенням, а повзун форми ци та ковзне сідло створюють переміщення для реалізації підйому та стиснення барабана.
Технічні параметри притискного кронштейна вала сепаратора
| форма | Основа та рама для зварювання сталевих листів |
| кількість | A |
| Розмір сектора | Φ80×Φ180×3 |
| Розмір окремого набору | Φ80×Φ110×& |
Конструкція та використання: Це обладнання використовується для перемотування поздовжнього різання. Кронштейн пресувального матеріалу обертається масляним циліндром. Пресувальний вал можна вручну розсунути навколо нерухомої точки опори для заміни ізоляційної пластини (прокладки).
10 Гідравлічна допоміжна опора II
(1) Застосування: Підтримка консольного кінця рулону для збільшення його жорсткості.
(2) Допоміжна опора являє собою механізм з ліктьовою штангою, який піднімається або опускається за допомогою поворотного важеля гідравлічного циліндра.
(3) Під час отримання рулону поворотний кронштейн піднімається, щоб утримувати консольний кінець намотувального верстата, а під час рулону поворотний кронштейн опускається.
11 Вихідний котушок для намотувача (1)
(1) Основна конструкція: сталева плита, ходове колесо, чотири напрямні колони, трансмісійний вал тощо.
(2) Привід з гідравлічним двигуном, швидкість ходьби 6 метрів за хвилину.
(3) Тиск оливи: висота підйому 600 мм, циліндр тиску оливи: FA- Φ125 мм (1 гілка).
Технічний параметр:
| форма | Важка сталева рама, система керування тиском оливи та двигуном |
| кількість | A |
| Поверхня типу V | Зварювання сталевих пластин |
| підшипник | 15 Т |
| Поїздка на ліфті | 600 мм |
| Потужність автомобіля під час ходьби | двигун |
| Швидкість ходьби автомобіля | 7 м/хв |
Конструкція та використання: для розвантаження котушки, розвантаження сталевого рулону з котушки, переміщення візка для керування двигуном тиску оливи, підйому та підйому для керування гідравлічним циліндром.
Підйомний механізм: гідравлічний циліндр та конструкція ковзної напрямної колони, підйомна сила забезпечується циліндром, циліндр штовхає V-подібний стіл з підшипниками для реалізації функції верхньої та нижньої сталевої котушки, а розвантажувальний візок має шток, що запобігає перевертанню.
Механізм ходьби: двигун тиску оливи та конструкція паралельної напрямної рейки. Сила ходьби забезпечується двигуном тиску оливи, щоб вагон рухався горизонтально вздовж осі котушки ролика. Обидва кінці рейки обмежують блокування, щоб запобігти сходу вагона з рейок.
12 Гідравлічна система (1 комплект)
(1) Основна конструкція: сталевий зварний масляний бак місткістю 300 кг та всілякі масляні клапани тиску, масляні панелі.
(2) Потужність: двигун класу E потужністю 7,5 кВт та масляний насос, 30 мл, нормальний тиск 70 кг/см², максимальний тиск: 140 кг/см².
технічний параметр:
| кількість | Набір |
| паливний бак | 300 л |
| Робочий об'єм масляного насоса | 25 мл/р |
| Робочий тиск системи | 12 МПа |
| потужність двигуна | 7,5 кВт |
| метод охолодження | Охолодження вітром |
| робоча температура | 0℃—60℃ |
| речовина для обслуговування | Гідравлічна олива проти зношування N68 |
Склад та використання: для керування роботою гідравлічної частини всієї виробничої лінії. Використовуючи централізоване керування, система складається з однієї гідравлічної станції, кількох клапанних стеків та кількох трубопроводів. В основному це корпус масляного бака, електричний блок масляного насоса, гідравлічний клапанний стек, гідравлічний трубопровід тощо.
13 Електрична система керування
(1) Операційний стіл з електронним керуванням.
(2) Напруга живлення: трифазна 380 В змінного струму ± 10% Частота: 50 Гц ± 1
(3) Склад та використання: Система оснащена операційною станцією, вся лінія має централізоване керування, операційна станція має цифровий дисплей, регулювання високої та низької швидкості, ручну подачу, безперервну сегментацію, сигналізацію про несправності та інші функції. Система регулювання швидкості, програмний контролер (ПЛК) використовують продукцію тайванської компанії Yong hong. Інші компоненти електричного керування імпортовані або спільні продукти того ж класу. Консоль, кнопковий блок, компоненти виявлення, кабелі та дроти. За допомогою сенсорного керування можна легко встановлювати та змінювати параметри виробничого процесу, включаючи швидкість, ручне та автоматичне перемикання, а також контролювати робочий стан кожної деталі. Забезпечення безпечної та ефективної роботи виробничої лінії.
14 Опис бренду та постачальника:
Механічна частина
| номер замовлення | ім'я | продюсер | зауваження |
| 1 | підшипник | Японія імпортувала NSK | Розділіть хост |
| 2 | підшипник | Вісь Ha, вісь плитки | допоміжне обладнання |
| 3 | Мотор-редукторний верстат | Інг а | |
| 4 | редуктор | Го МАО |
Пневматичне обладнання
| номер замовлення | ім'я | продюсер | зауваження |
| 1 | повітряний балон | Вітчизняні якісні продукти | |
| 2 | електромагнітний клапан | зірки | |
| 3 | клапан регулювання швидкості | зірки |
Гідравлічна частина
| номер замовлення | ім'я | продюсер | зауваження |
| 1 | електромагнітний спрямований клапан | Ойл кун | |
| 2 | електромагнітний запобіжний клапан | Ойл кун | |
| 3 | чилер | Вітчизняні якісні продукти |
Загальна сума електроенергії
| номер замовлення | ім'я | постачальник |
| 1 | ПЛК | Тайвань Йонг Хонг |
| 2 | інтерфейс людина-комп'ютер | Вейлун, Тайвань |
| 3 | трансформатор частоти | Хуейчуань |
| 4 | допоміжне реле | Шнайдер |
| 5 | Звичайний двигун | Цзян Шен |
| 6 | Компоненти низької напруги | Шнайдер |
15 Випадкове вкладення:
(1) Креслення монтажу механічного фундаменту, розподілу болтів та креслення схеми виробничої лінії.
(2) Насадка: 20 штук; 120 зібраних нейлонових ніток; 20 натяжних елементів; 120 натяжних ніток; 1 різальний вал.
| номер замовлення | Опис опису | обсяг постачання | зауваження | |
| Продавець | покупець |
| ||
| 1 | дизайн | |||
| 1.1 | Графік проектування | √ |
|
|
| 1.2 | конструкція машини | √ |
|
|
| 1.3 | Електротехнічне проектування для роботи машини | √ |
|
|
| 1.4 | Розрахунок схеми для тиску повітря та гідравлічного тиску | √ |
|
|
| 1.5 | Дизайн макета виробничої лінії | √ |
|
|
| 2 | зробити | |||
| 2.1 | Складіть розклад | √ |
|
|
| 2.2 | Механічна та електрична частина виробництва | √ |
|
|
| 2.3 | Інспекція та випробування виробництва | √ |
|
|
| 2.4 | аерозольна фарба | √ |
|
|
| 2.5 | пачка | √ |
|
|
| 3 | умови поставки | |||
| 3.1 | Розвантаження на місці |
| √ |
|
| 3.2 | Обладнання для розвантаження на будівельному майданчику (кран тощо) |
| √ |
|
| 3.3 | Підтвердження та зберігання обладнання на місці |
| √ |
|
| 4 | фундаментні роботи | |||
| 4.1 | Проектування фундаментів цивільних інженерів | √ |
|
|
| 4.2 | Інженерія та консалтинг з фундаментів | √ |
| продавець надає базову карту |
| 4.3 | Перевірка основних робіт | √ | √ |
|
| 4.4 | болт | √ |
|
|
| 4.5 | Машинна підкладка (плоска підкладка для прасування, похила підкладка для прасування) | √ |
|
|
| 4.6 | Затирка та розчин заливаються в механічний фундамент |
| √ |
|
| 4.7 | Розчин впорскується в отвір для ніг обладнання |
| √ |
|
| 4.8 | Замурований у бетоні (H- тощо) |
| √ |
|
| 5 | монтажні роботи | |||
| 5.1 | Монтажне обладнання (водійський транспортний засіб, автокран тощо) |
| √ |
|
| 5.2 | інструмент для заміни | √ |
|
|
| 5.3 | Монтажні матеріали (гідравлічні, пневматичні труби та проводка) | √ |
|
|
| 6 | запобіжні заходи | |||
| 6.1 | Кришка канави та занурювальний насос |
| √ |
|
| 6.2 | захисна огорожа | √ |
|
|
| 7 | Гідравлічний тиск повітря та інженерія заморожування | |||
| 7.1 | гідравлічний агрегат |
|
|
|
| 7.2 | Гідравлічне водовідведення (в обладнанні) | √ |
|
|
| 7.3 | Гідравлічні дренажні роботи (у траншеї) | √ |
|
|
| 8 | електротехніка | |||
| 8.1 | Встановіть необхідне живлення |
| √ |
|
| 8.2 | Первинний кабель від підстанції до панелі керування та розподільчої шафи |
| √ |
|
| 8.3 | Кабельний жолоб |
| √ |
|
| 8.4 | Вторинна проводка від шафи головної лінії до машини | √ |
|
|
| 8.5 | Кабельний отвір для вторинної проводки | √ |
|
|
| 8.6 | Контролер двигуна та приводу | √ |
|
|
| 8.7 | Проводка та зливні труби в машині | √ |
|
|
| 8.8 | Кожна лінія до шафи розподілу живлення | √ |
|
|
| 8.9 | Дозвіл на використання освітлювальних приладів та електроприладів |
| √ |
|
| 9 | тестовий запуск | |||
| 9.1 | Матеріали для тестового запуску |
| √ |
|
| 9.2 | Працівник з випробувань |
| √ |
|
| 9.3 | Впорскування оливи, трансмісійна олива, гідравлічна олива тощо |
| √ |
|
| 9.4 | Інструменти для технічного обслуговування | √ |
|
|
| 10 | Навчання та післяпродажне обслуговування | |||
| 10.1 | Інструкція з експлуатації та інструкція з технічного обслуговування | √ |
|
|
| 10.2 | Навчання з експлуатації та технічного обслуговування | √ |
| |
(1) Система оповіщення про безпеку та сигналізацію;
1. Налаштуйте блокування підтвердження стану спільної роботи (запобіжне блокування) та сповіщення про тривогу для кожного посту.
2. Кожна операційна станція, включаючи подачу, основну операцію, розвантаження тощо, може керувати сигналізацією незалежно.
3. Коли кожен рухомий пристрій працює, спрацьовує сигнал тривоги.
(2) Пристрій блокування безпеки (інфрачервоне виявлення та сигналізація для критично небезпечної частини)
(3) Ролик затискача обладнання, з'єднувальний вал, обертовий ланцюг, відкриті гальмівні колодки та інші робочі органи повинні бути оснащені захисним кожухом та захисними поручнями навколо втулки.
(4) Попереджувальні знаки щодо небезпечних частин та важливих частин обладнання
(5) Обертовий корпус має бути позначений чіткими кольорами, які відрізняються від кольору обладнання корпусу (жовтим кольором)
1. Покупець повинен забезпечити подачу охолоджувальної води та джерела газу до інтерфейсу обладнання.
2. Покупець повинен мати власну розподільчу коробку живлення (трифазна, п'ятилінійна), потужність якої повинна відповідати вимогам до потужності пристрою.
3. У розподільній коробці живлення є більше трьох розеток.
4. Розподільна коробка живлення знаходиться на відстані 5 м від головної операційної шафи.
5. Покупець несе відповідальність за подачу живлення до робочої станції.
6. Покупець повинен надати один повітряний компресор.
7. Покупець повинен надати трансмісійну оливу, гідравлічну оливу, мастильну оливу та марку оливи, що надаються Продавцем.
8. Покупець повинен надати необхідні матеріали для введення в експлуатацію та відповідні допоміжні інструменти та обладнання.